汽车喷油嘴精密加工,高精度液压刀座如何破解技术瓶颈
发布时间:2026-02-22 06:02:01
浏览量:271
汽车喷油嘴加工对精度要求极高,传统ER刀柄频繁调试、精度不稳定导致报废率居高不下。同鑫创兴液压刀柄通过液压夹持技术实现0.001mm夹持精度,15秒快速换刀,替代传统刀柄及配件,为加工厂降本增效。
汽车喷油嘴加工属于典型的精密零件制造,孔径公差往往控制在微米级别,传统ER刀柄在走心机上应用时存在明显短板:反复调试耗时、累计公差大、振动影响表面质量,导致不少工厂面临报废率高、人工成本攀升的困境。
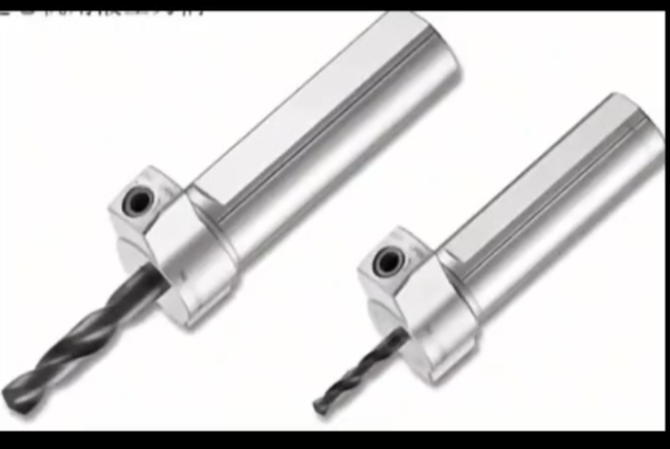
同鑫创兴高精度液压刀座采用液压夹持原理,油腔内液体受力均匀,使刀具始终保持在刀柄中心位置。这种结构带来的直接优势是夹持精度达到0.001mm,4倍径前端跳动同样控制在0.001mm范围内,这种高精准表现让喷油嘴内孔加工、深孔钻削等工序的一次合格率明显提升。
从操作层面看,传统方案需要配备万能夹、帽盖、专用扳手等辅助工具,每次换刀都要重新校准。液压刀柄的夹头与刀柄融为一体,15秒内完成刀具切换且无需拆卸校准,这种标准化作业方式减少了对技术工人的依赖,新手也能快速上岗。
 在成本核算上,液压刀柄直接夹持的特性替代了原本需要单独采购的多种配件,加上出色的减振性能延长刀具使用寿命、降低材料报废率,综合算下来为企业节省的不仅是采购支出,更包括时间成本和人力投入。对于需要批量生产喷油嘴的加工厂来说,这套方案实现了精度升级与降本增效的双重目标。
可对接→①7⑥六五①七四⑧④⑥,拿产品相关参数及报价!
在成本核算上,液压刀柄直接夹持的特性替代了原本需要单独采购的多种配件,加上出色的减振性能延长刀具使用寿命、降低材料报废率,综合算下来为企业节省的不仅是采购支出,更包括时间成本和人力投入。对于需要批量生产喷油嘴的加工厂来说,这套方案实现了精度升级与降本增效的双重目标。
可对接→①7⑥六五①七四⑧④⑥,拿产品相关参数及报价!
在成本核算上,液压刀柄直接夹持的特性替代了原本需要单独采购的多种配件,加上出色的减振性能延长刀具使用寿命、降低材料报废率,综合算下来为企业节省的不仅是采购支出,更包括时间成本和人力投入。对于需要批量生产喷油嘴的加工厂来说,这套方案实现了精度升级与降本增效的双重目标。
可对接→①7⑥六五①七四⑧④⑥,拿产品相关参数及报价!
上一条:
节气门轴加工新选择:数控走心机液压刀座如何省时省...
下一条:尾冒加工精度难提升?高精度液压刀柄让效率翻倍
液压刀柄资讯
-
2026-06-16
汽车阀套走心机加工难?数控走心机液压刀座来解决
汽车阀套、节气门轴等精密零件加工面临精度要求高、换刀频繁、人工依赖重的难题。同鑫创兴数控走心机液压刀座通过15秒快速换刀、0.001mm夹持精度、出色减振性能,帮助企业减少刀具损耗和材料浪费,降低对技术工人的依赖。More New![more]()
-
2026-06-16
汽车阀套加工效率翻倍,数控走心机液压刀柄这样用
汽车阀套加工企业想要降低成本、提升效率?同鑫创兴数控走心机液压刀柄直接夹持刀具,15秒快速换刀,夹持精度0.001mm,替代传统ER刀柄及万能夹等工具,减少人工依赖,降低材料浪费。More New![more]()
-
2026-06-16
汽车喷油嘴加工为何选数控走心机液压刀座
在汽车喷油嘴、节气门轴、微电机轴等精密零件加工中,传统ER刀柄频繁调试、精度损耗大。同鑫创兴数控走心机液压刀座凭借0.001mm夹持精度、15秒快换、出色减振性能,实现省时省力省钱,一步到位替代传统刀柄及配套工具。More New![more]()
-
2026-06-15
液压刀座加工牙钉类精密件,为何比传统刀柄更划算
走心机加工汽车喷油嘴、节气门轴等精密零件时,传统ER刀柄频繁调试耗时又废料。同鑫创兴液压刀柄凭借0.001mm夹持精度和15秒快换能力,帮助企业减少人力依赖,降低报废率,真正做到省时省力更省钱。More New![more]()
-
2026-06-15
走心机刀座升级:尾冒加工如何告别反复调试
尾冒加工对精度要求严苛,传统ER刀柄频繁调试耗时又费力。同鑫创兴液压刀柄实现15秒快速换刀,夹持精度达0.001mm,一次装夹即可完成多道工序,大幅降低人工成本和材料损耗。More New![more]()
-
2026-06-15
走心机刀座升级:牙钉加工如何实现高精度与降本双赢
牙钉加工对精度要求极高,传统ER刀柄频繁调试、依赖技术工,报废率居高不下。同鑫创兴液压刀柄凭借0.001mm夹持精度和15秒快换技术,帮助加工厂实现标准化作业,大幅降低材料浪费和人力成本。More New![more]()
-
2026-06-14
节气门轴加工精度难把控?液压刀柄让走心机换刀更高效
走心机精密加工中,液压刀柄凭借0.001mm夹持精度、15秒快速换刀、出色减振性能,在汽车喷油嘴、节气门轴、微电机轴等精密零件加工领域,帮助企业减少调试依赖、降低报废率、节省刀具成本。More New![more]()
-
2026-06-14
高精度液压刀柄助力长轴类精密加工企业降本增效
走心机加工长轴、微电机轴、传动零件等精密零部件的企业,常因频繁换刀调试导致效率低、成本高。同鑫创兴高精度液压刀柄15秒快速换刀,夹持精度达0.001mm,替代传统ER刀柄及万能夹等配件,帮助企业在时间、材料、人力等方面实现技术升级与成本节约。More New![more]()
-
2026-06-14
走心机刀柄技术升级:弹簧电极等精密件加工的降本方案
走心机加工企业面临换刀慢、精度差、报废率高等难题?同鑫创兴液压刀柄提供技术升级方案,15秒快速换刀,0.001mm夹持精度,替代传统ER刀柄及配套工具,帮助企业降本增效。More New![more]()
-
2026-06-13
节气门轴加工难题破解:液压刀柄如何让效率翻倍
节气门轴加工面临刀具调试耗时、精度难控、材料浪费等难题。同鑫创兴液压刀柄通过15秒快速换刀、0.001mm夹持精度、直接夹持设计,帮助加工厂减少调试依赖,降低报废率,实现降本增效。More New![more]()
-
2026-06-13
走心机刀柄技术革新:传动零件加工如何实现降本提效
同鑫创兴液压刀柄针对走心机精密加工中的痛点,通过创新技术实现15秒快速换刀、0.001mm夹持精度,在汽车喷油嘴、传动零件、医疗骨钉等领域帮助企业降本增效。More New![more]()
-
2026-06-13
高精度液压刀柄如何让走心机自凝刀加工更高效
同鑫创兴高精度液压刀柄专为走心机精密加工设计,通过直接夹持技术实现15秒快速换刀,夹持精度达0.001mm,替代传统ER刀柄及万能夹等配件,为汽车喷油嘴、微电机轴、医疗骨钉等领域提供标准化作业方案,省时省力更省钱。More New![more]()
-
2026-06-12
走心机刀座技术革新,传动零件加工精度再突破
同鑫创兴液压刀柄为汽车喷油嘴、传动零件、微电机轴等精密加工领域提供技术升级方案,通过高精度夹持和快速换刀系统,解决走心机加工中的精度依赖和效率难题,帮助企业降低成本提升产能。More New![more]()
-
2026-06-12
走心机刀柄技术升级,电机轴加工精度提升新方案
传统ER刀柄在精密加工中频繁调试、精度不稳定?同鑫创兴液压刀柄为汽车喷油嘴、微电机轴、新型骨钉等精密零件加工企业提供技术升级方案,15秒快速换刀,0.001mm夹持精度,一次投入长期受益。More New![more]()
-
2026-06-12
节气门轴走心机刀柄怎么选?液压刀柄让加工更省钱
走心机加工汽车节气门轴、喷油嘴等精密零件时,传统ER刀柄频繁调试费时费力。同鑫创兴液压刀柄15秒快换,夹持精度0.001mm,一柄直接替代传统刀柄加万能夹加帽盖加扳手,省时省力更省钱。More New![more]()
-
2026-06-11
走心机液压刀柄如何让节气门轴加工效率翻倍
节气门轴加工面临高精度、高效率挑战,传统ER刀柄存在调试繁琐、精度不稳定等问题。同鑫创兴走心机液压刀柄通过0.001mm夹持精度、15秒快速换刀、出色减振性能,帮助加工厂实现技术升级,减少刀具、材料浪费,降低人工依赖。More New![more]()
-
2026-06-11
走心机液压刀柄如何让牙钉加工精度与效率双提升
牙钉加工厂面临着精度要求高、报废率难控的困境。同鑫创兴走心机液压刀柄通过0.001mm夹持精度、15秒快速换刀及出色减振性能,帮助企业减少材料浪费、降低人工依赖,实现降本增效的技术升级。More New![more]()
-
2026-06-11
数控走心机液压刀柄,破解雾化器加工精度难题
雾化器精密零件加工对刀柄精度要求极高,传统ER刀柄频繁调试耗时耗力,还依赖技术工人经验。同鑫创兴液压刀柄通过0.001mm夹持精度和15秒快换技术,帮助加工厂减少人力依赖,降低材料报废率,实现降本增效。More New![more]()
-
2026-06-10
新型骨钉加工:高精度液压刀柄如何破解传统换刀难题
新型骨钉加工中,传统ER刀柄频繁调试耗时费力,同鑫创兴高精度液压刀柄实现15秒快速换刀,夹持精度达0.001mm,无需反复校准,大幅降低人工成本和材料损耗。More New![more]()
-
2026-06-10
汽车喷油嘴加工难?数控走心机液压刀柄精度提升4倍
走心机加工汽车喷油嘴、节气门轴等精密零件时,传统ER刀柄误差大、调试繁琐。同鑫创兴数控走心机液压刀柄夹持精度达0.001mm,15秒快速换刀,省时省力更省钱。More New![more]()